The most effective method is to use the mechanical impact of high-pressure water to remove iron oxide scale (high-pressure water dephosphorization).
Steel is oxidized at high temperatures, forming a dense layer of iron oxide scale (phosphorus scale) on its surface. If this layer of iron oxide scale cannot be removed before rolling, it will be pressed into the surface of the strip by the rollers during the rolling process, affecting its surface quality. The residual iron oxide scale will also accelerate the wear of the rollers and reduce the service life of the rollers. If the strip needs to be pickled, the residual iron oxide scale will increase the difficulty of pickling and increase acid consumption. Therefore, before rolling the billet, the surface iron oxide scale must be removed. The method of using the mechanical impact force of high-pressure water to remove the iron oxide scale (high-pressure water dephosphorization) is the most common and effective method.

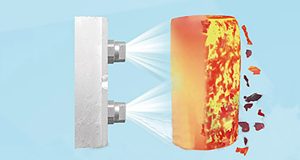
In the dephosphorization system, high-pressure water generated by the high-pressure water pump enters the dephosphorization nozzle. Under the action of the nozzle, the high-pressure water forms a fan-shaped water jet with great impact force and sprays onto the surface of the billet (or intermediate billet). Under the action of this high-pressure fan-shaped water jet, the oxidized iron scale undergoes a process of being cut, rapidly cooled and shrunk, peeled off from the base material, and washed away from the surface of the billet (or intermediate billet), thereby removing the oxidized iron scale.
When high-pressure water is hit on the surface of the steel billet through the nozzle, the following changes will occur:
a. The fan-shaped surface formed by the water flow is like a sharp blade, cutting the dense iron sheet and forming cracks. It can be seen that the thin fan surface has a greater impact force;
b. The high-pressure water passes through the crack and encounters the high-temperature parent material, which rapidly vaporizes and evaporates, forming an effect similar to an explosion, and the oxidized iron sheet and the parent material are separated;
c. After being impacted by water, the oxidized iron sheet shrinks when it is cooled, generating a lateral shear force, which separates the oxidized iron sheet and the parent material.
d. The flushing effect of the water jet with a forward tilt angle flushes away the already loose iron sheet.
Phosphorus removal process
The water introduced from outside is clean circulating water, and the water quality meets the requirements of the dephosphorization pump (the inlet water pressure is 0.25~0.30MPa). The water introduced from outside enters the high-level water tank, and then enters the high-pressure water pipeline system after being pressurized by the high-pressure dephosphorization pump. Due to the different materials and dephosphorization degrees of the steel billets, the amount of water and pressure required for dephosphorization of the steel billets are also different. In order to ensure the dephosphorization effect of the steel billets, the frequency converter is used to adjust the dephosphorization water volume and pressure.
System Features
The output flow of the pump changes with the material of the billet and the dephosphorization speed, and the output power of the motor also changes accordingly. The flow and pressure are adjusted by setting the set value of the pressure transmitter. The operation is simple and convenient, with a high degree of automation and good energy saving. The system has low water and power consumption and low operating costs.

Basic Principles
After the billet is taken out of the heating furnace, the iron oxide scale covering its surface cools rapidly, and the iron oxide scale generated in the furnace presents a network of cracks. Under the spray of high-pressure water, the surface of the iron oxide scale is locally cooled, resulting in a large contraction, which expands the cracks of the iron oxide scale and partially warps. After the impact of the high-pressure water flow, the dynamic pressure of the high-pressure water in the crack becomes the static pressure of the fluid and penetrates into the bottom of the iron oxide scale, causing the iron oxide scale to peel off from the surface of the billet, achieving the purpose of removing the iron oxide scale. In order to improve the quality of steel, it is very important to install a high-pressure water dephosphorization system on the rolling line. The generation of hot rolling iron oxide scale: At high temperature, the surface of the billet reacts with oxygen in the air to generate oxides. Among the oxides, ferrous oxide has the lowest oxygen content and is in the innermost layer of the oxide layer, that is, the layer closest to iron. When the temperature is below 570°C, ferrous oxide is in an unstable state. The content of ferrous oxide in the scale increases with the increase of the surface temperature of the steel billet. When the temperature of the steel exceeds 700°C, the content of ferrous oxide in the scale is about 95%. Compared with other elements in the scale, ferrous oxide has a lower melting point and can generally melt at 1370°C to 1425°C. The melting of the ferrous oxide layer often accelerates the generation rate of the scale and increases the penetration into the grain boundary, thereby causing quality problems on the surface of the steel, increasing energy consumption, and reducing the yield strength of the steel.
System Control
When HMD detects the arrival of the billet, it will extend a certain time (adjusted according to the on-site conditions), close the circulation valve, and increase the pressure of the high-pressure pipeline system. The inverter quickly adjusts the output frequency to maintain the pressure and flow of the system at the set operating conditions.
After the dephosphorization of the billet is completed, the circulation valve opens, the system pressure drops, and the inverter is adjusted to work at the set frequency. When the time from the completion of dephosphorization to the arrival of the next billet detected by HDM is less than a certain value (adjustable), the circulation valve will no longer open, and the system will maintain a certain flow and pressure.
The automatic control of the high-pressure water dephosphorization system mainly includes the automatic control of the dephosphorization box and the automatic control of the high-pressure pump station.

Please contact us for free quotation by form below. We promise the quickest response within 24 hours:
